بررسی جامع مراحل ساخت لولههای مانیسمان و درزدار و تفاوتهای کلیدی آنها
رگهای فولادی صنعت: بررسی جامع مراحل ساخت لولههای مانیسمان و درزدار و تفاوتهای کلیدی آنها
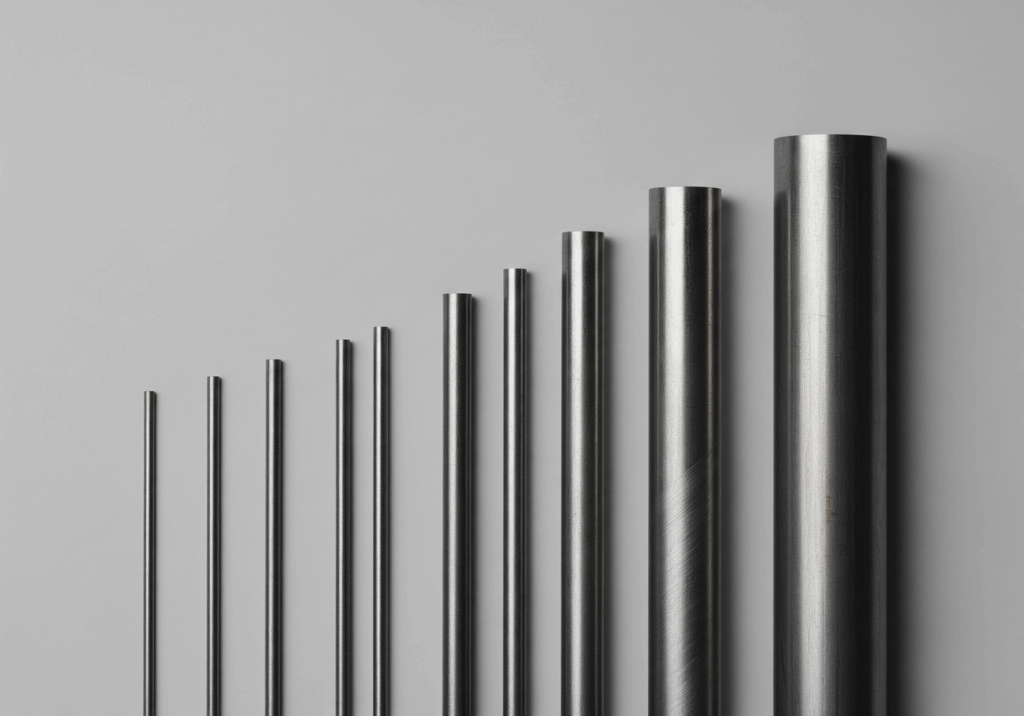
لولههای فولادی، ستون فقرات صنایع مدرن و زیرساختهای حیاتی کشورها هستند. از انتقال نفت و گاز در پهنههای وسیع گرفته تا آبرسانی شهری و ساخت سازههای غولپیکر، حضور این رگهای فولادی بیاندازه اهمیت دارد. این لولهها، بسته به کاربرد و الزامات فنی، به دو دسته اصلی مانیسمان (بدون درز) و درزدار (جوش داده شده) تقسیم میشوند. هر روش تولید، مزایا و محدودیتهای خاص خود را دارد که درک عمیق آنها برای انتخاب صحیح، کاملاً ضروری است.
این مقاله و عکس مربوطه دارای کپی رایت منحصر به سایت (www.IranPipes.com ) می باشد در صورت کپی با ذکر منبع بلامانع می باشد
این مقاله به تفضیل به مراحل ساخت هر دو نوع لوله فولادی، تفاوتهای جوهری میان آنها، کاربردهای رایج و برندهای مطرح در این صنعت میپردازد. هدف نهایی ما، ارائه یک مرجع جامع، دقیق و کاربردی برای مهندسان، متخصصان خرید، پیمانکاران و هر علاقهمند به صنعت فولاد است تا با بینشی عمیقتر، بهترین تصمیمات را اتخاذ کنند.
لولههای مانیسمان (بدون درز): سمبل استحکام و یکپارچگی
لولههای مانیسمان (Seamless Pipes)، همانطور که از نامشان پیداست، فاقد هرگونه درز جوش هستند. این ویژگی، نقطه قوت اصلی آنهاست که به دلیل عدم وجود نقاط ضعف احتمالی ناشی از جوش، استحکام و یکپارچگی بینظیری در برابر فشار و دماهای بالا به آنها میبخشد. همین مزیت، فرآیند تولیدشان را پیچیدهتر و پرهزینهتر میکند.
مراحل ساخت لولههای مانیسمان (روش نورد گرم):
* آمادهسازی شمش فولادی (Round Billet Preparation):
* مواد اولیه، شمشهای فولادی گرد (Round Billets) با ابعاد دقیق و ترکیب شیمیایی کاملاً کنترلشده (مطابق با استانداردهای بینالمللی مانند ASTM A106، API 5L و…) هستند. کیفیت داخلی و سطحی این شمشها باید بینقص باشد. هرگونه ناخالصی یا عیب سطحی میتواند در مراحل بعدی به نقص در لوله نهایی منجر شود.
* قبل از ورود به کوره، سطح شمشها اغلب توسط عملیات سنگزنی (Grinding) یا تراشکاری (Turning) برای حذف آخالها، ترکهای سطحی یا ناهمواریها آماده میشود.
* گرمایش شمش (Billet Heating):
* شمشهای فولادی به آهستگی و به صورت یکنواخت در کورههای دوار (Rotary Hearth Furnaces) یا کورههای واگنی (Walking Beam Furnaces) تا دمای فورجینگ (Forging Temperature) که معمولاً بین 1200 تا 1300 درجه سانتیگراد (بسته به نوع فولاد) است، گرم میشوند. این دما باعث میشود فولاد به حالت پلاستیک (Plastic State) برسد و قابلیت شکلپذیری بالایی پیدا کند. کنترل دقیق دما برای جلوگیری از ذوب سطحی و در عین حال اطمینان از یکنواختی گرمایش ضروری است.
* سوراخکاری (Piercing – The Mannesmann Process):
* این مرحله قلب فرآیند تولید مانیسمان است. شمش فولادی داغ وارد دستگاه پیرسر (Piercer) میشود. پیرسر از دو یا سه غلتک مخروطی بزرگ که در جهت مخالف یکدیگر میچرخند و با یک زاویه خاص نسبت به محور شمش قرار گرفتهاند، تشکیل شده است.
* یک سنبه (Mandrel) نوکتیز در مرکز بین این غلتکها قرار میگیرد.
* غلتکها شمش را به جلو هل میدهند و در عین حال آن را حول محور خود میچرخانند. این چرخش و فشار محوری، باعث ایجاد تنشهای کششی و فشاری در مرکز شمش میشود که منجر به ترکیدن و سوراخ شدن مرکز شمش میشود. سنبه، سوراخ را بزرگتر و دقیقتر میکند و در نهایت یک لوله توخالی ضخیم به نام “بلوم توخالی” (Hollow Bloom) یا “شل” (Shell) به دست میآید. این فرآیند از اصول تنشهای برشی و فشاری برای ایجاد حفره مرکزی بهره میبرد.
* نورد و کشش (Elongation & Rolling):
* بلوم توخالی که هنوز در دمای بالا قرار دارد، وارد دستگاه مندرل میل (Mandrel Mill) یا میل کشش (Stretch Reducing Mill) میشود.
* در مندرل میل، لوله از روی یک سنبه بلند داخلی و از بین مجموعهای از غلتکهای نورد عبور میکند. غلتکها همزمان با کاهش قطر خارجی لوله، ضخامت دیواره آن را کاهش داده و طول لوله را به طور قابل توجهی افزایش میدهند. سنبه داخلی به کنترل دقیق قطر داخلی و صافی سطح داخلی کمک میکند.
* در میل کشش (Stretch Reducing Mill)، لوله داغ بدون سنبه داخلی از میان چندین استند نورد (غلتک) عبور میکند. هر استند قطر لوله را کمی کاهش میدهد و همزمان، کشش محوری کنترل شدهای اعمال میشود که منجر به کاهش ضخامت دیواره و افزایش طول میشود. این روش برای تولید لولههای با قطر کوچکتر و دیواره نازکتر کارآمد است.
* کشش سرد (Cold Drawing) (اختیاری اما رایج برای دقت بالا):
* برای تولید لولههای مانیسمان با دقت ابعادی بسیار بالا (تلرانسهای کمتر)، سطوح داخلی و خارجی صافتر و خواص مکانیکی بهبودیافته (افزایش استحکام و سختی)، لولهها پس از نورد گرم و سرد شدن، تحت عملیات کشش سرد (Cold Drawing) قرار میگیرند.
* در این فرآیند، لوله در دمای محیط (بدون گرمایش) از داخل یک قالب تنگ (Die) و بر روی یک سنبه داخلی (Plug or Mandrel) کشیده میشود. این کار باعث کاهش دقیق قطر خارجی و داخلی، کاهش ضخامت دیواره، افزایش طول و بهبود چشمگیر کیفیت سطح و یکنواختی خواص مکانیکی میشود.
* این فرآیند میتواند چندین بار تکرار شود تا به ابعاد نهایی دلخواه برسد و معمولاً شامل عملیات حرارتی بینمرحلهای (Inter-stage Annealing) برای کاهش سختی و بازیابی شکلپذیری میشود.
* عملیات حرارتی (Heat Treatment):
* لولهها برای حذف تنشهای داخلی (Residual Stresses) ناشی از فرآیندهای نورد و کشش، بهبود خواص مکانیکی (مانند افزایش چقرمگی، کاهش شکنندگی) و یکنواخت کردن ساختار متالورژیکی (Microstructure) تحت عملیات حرارتی مختلفی قرار میگیرند. این عملیات میتواند شامل:
* نرماله کردن (Normalizing): گرمایش تا دمای بالا و سپس سرد شدن در هوا برای ایجاد ساختار دانه ریز و یکنواخت.
* کوئنچ و تمپرینگ (Quenching and Tempering): گرمایش تا دمای آستنیت، سپس سرد کردن سریع در محیطی مانند آب یا روغن (کوئنچ) برای ایجاد ساختار مارتنزیتی سخت، و در نهایت گرمایش مجدد در دمای پایینتر (تمپرینگ) برای کاهش شکنندگی و افزایش چقرمگی.
* اندازهگیری، برش و تکمیل (Sizing, Cutting & Finishing):
* لولهها با استفاده از ارههای مخصوص به طولهای مشخص شده توسط استانداردها یا سفارش مشتری برش داده میشوند.
* عملیات تکمیلی مانند تمیزکاری (Cleaning)، سنگزنی سر و ته لوله (End Facing/Bevelling) برای آمادهسازی جهت جوشکاری، و علامتگذاری (Marking) شامل گرید فولاد، سایز، استاندارد و نام تولیدکننده روی لوله انجام میشود.
* بازرسی و تست (Inspection & Testing – کنترل کیفیت بینظیر):
* لولههای مانیسمان تحت دقیقترین بازرسیها و تستها قرار میگیرند تا از عدم وجود هرگونه عیب اطمینان حاصل شود:
* تستهای غیرمخرب (Non-Destructive Testing – NDT):
* تست اولتراسونیک (Ultrasonic Testing – UT): برای شناسایی عیوب داخلی مانند ترک، آخال و حفره در سراسر بدنه لوله.
* تست جریان گردابی (Eddy Current Testing – ECT): برای تشخیص عیوب سطحی و زیرسطحی کوچک.
* تست ذرات مغناطیسی (Magnetic Particle Testing – MPI): برای شناسایی ترکها و عیوب سطحی در مواد فرومغناطیس.
* تست رادیوگرافی (Radiographic Testing – RT) (گاهی اوقات): برای بررسی دقیقتر ساختار داخلی و تشخیص عیوب.
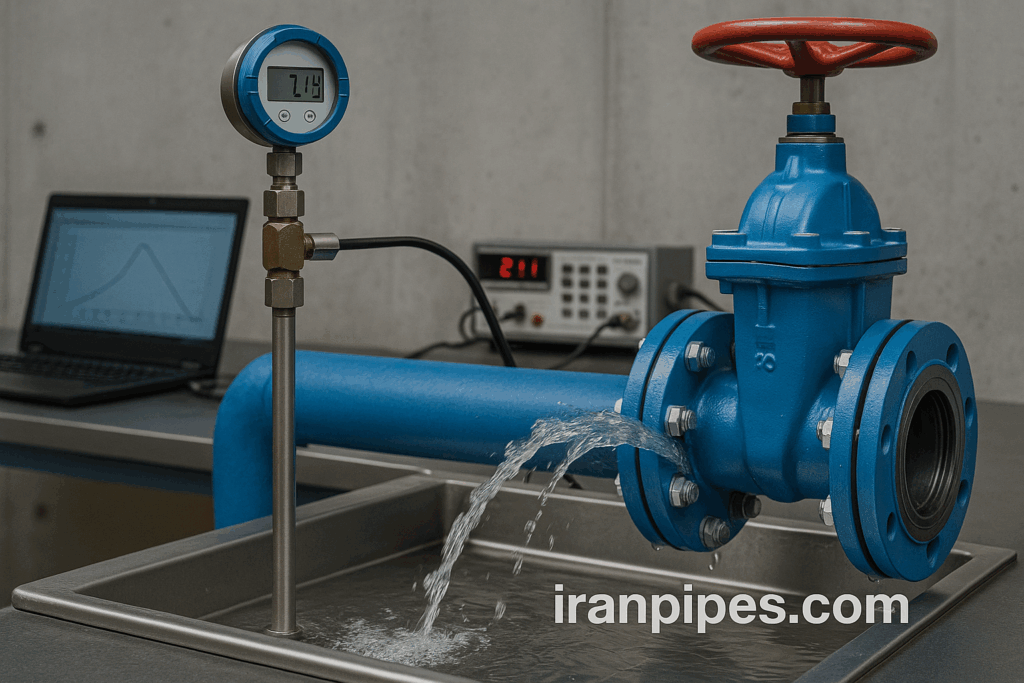
* تست فشار هیدرواستاتیک (Hydrostatic Testing): هر لوله به صورت انفرادی تحت فشار آب بسیار بالا (معمولاً 1.5 برابر فشار کاری مجاز) قرار میگیرد تا از عدم وجود هرگونه نشتی در دیواره لوله اطمینان حاصل شود. این تست یکی از مهمترین آزمونهاست.
* تستهای مکانیکی (Mechanical Testing):
* تست کشش (Tensile Test): برای تعیین استحکام کششی (Tensile Strength)، استحکام تسلیم (Yield Strength) و ازدیاد طول (Elongation).
* تست سختی (Hardness Test): برای اندازهگیری مقاومت لوله در برابر فرورفتگی.
* تست ضربه (Impact Test – Charpy/Izod): برای ارزیابی چقرمگی (Toughness) لوله در دماهای پایین.
* تست فلتینگ (Flattening Test) و فلیرینگ (Flaring Test): برای بررسی قابلیت شکلپذیری و مقاومت در برابر ترکیدگی.
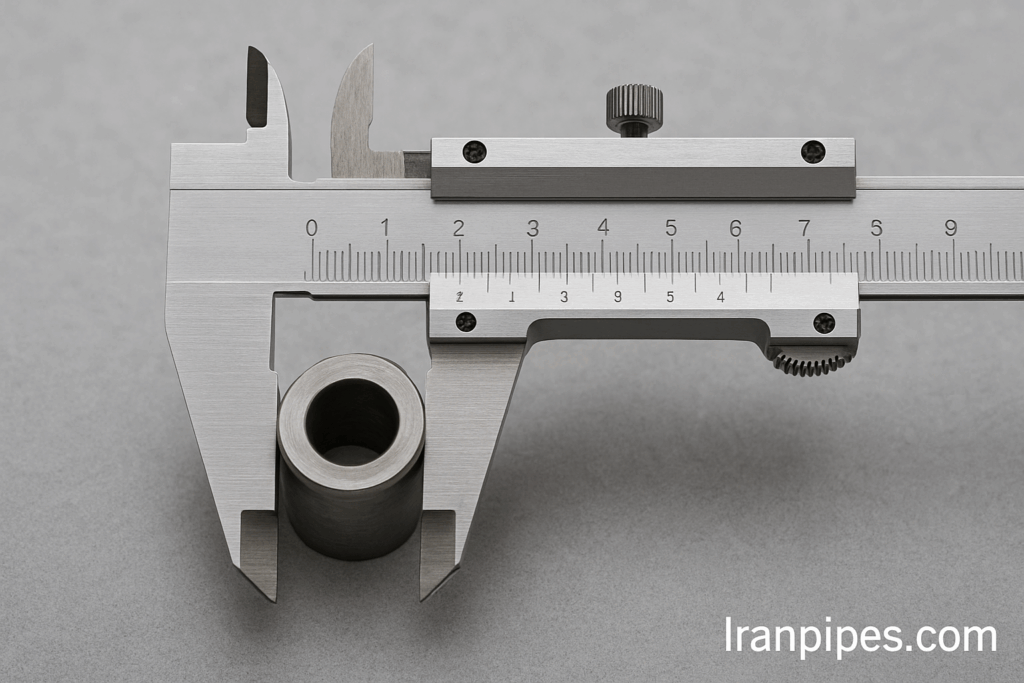
* بازرسی ابعادی: اندازهگیری دقیق قطر خارجی، ضخامت دیواره، بیضوی بودن و صافی لوله.
* بازرسی چشمی: برای تشخیص عیوب ظاهری و کیفیت سطح.
لولههای درزدار (جوش داده شده): کارایی، تنوع و مقرون به صرفه بودن
![]() لولههای درزدار (Welded Pipes)، از ورقهای فولادی (به صورت کلاف یا شیت) ساخته میشوند که لبههای آنها به یکدیگر جوش داده میشوند. این روش تولید به دلیل سرعت بالا و هزینه کمتر، بسیار رایج است و برای طیف وسیعی از کاربردها، به خصوص آنهایی که نیاز به تحمل فشار فوقالعاده بالا ندارند، مناسب است.
لولههای درزدار (Welded Pipes)، از ورقهای فولادی (به صورت کلاف یا شیت) ساخته میشوند که لبههای آنها به یکدیگر جوش داده میشوند. این روش تولید به دلیل سرعت بالا و هزینه کمتر، بسیار رایج است و برای طیف وسیعی از کاربردها، به خصوص آنهایی که نیاز به تحمل فشار فوقالعاده بالا ندارند، مناسب است.
مراحل ساخت لولههای درزدار:
* آمادهسازی کلاف یا ورق (Coil/Plate Preparation):
* برای لولههای با قطر کوچکتر: مواد اولیه به صورت کلافهای فولادی (Coils) از جنس نوار گرم یا سردنورد شده وارد خط تولید میشوند. این کلافها از ابتدا تا انتها یک ورق پیوسته هستند.
* برای لولههای با قطر بزرگتر: از ورقهای فولادی (Plates) مجزا استفاده میشود.
* هر دو نوع ماده اولیه ممکن است تحت عملیات تمیزکاری، روغنزدایی و تسطیح (Leveling) قرار گیرند. لبههای ورقها نیز معمولاً برای جوشکاری بهتر، پخزنی (Bevelling) میشوند.
* شکلدهی (Forming):
* الف) برای لولههای با قطر کوچک تا متوسط (روش ERW/HFW):
* کلاف فولادی از میان مجموعهای از غلتکهای فرمدهنده (Forming Rolls) عبور میکند. این غلتکها به تدریج ورق تخت را به شکل گرد (لوله) در میآورند و لبههای ورق را به یکدیگر نزدیک میکنند تا آماده جوشکاری شوند. این فرآیند پیوسته است.
* ب) برای لولههای با قطر بزرگ (روش SAW/LSAW/SSAW):
* روش LSAW (Longitudinal Submerged Arc Welded): ورق فولادی تحت فشار پرسهای خمکننده یا غلطکهای سه-رول به شکل U و سپس O در میآید. این فرآیند مرحله به مرحله انجام میشود.
* روش SSAW (Spiral Submerged Arc Welded): ورق فولادی با یک زاویه خاص وارد دستگاه فرمدهنده میشود و به صورت مارپیچ (حلزونی) به شکل لوله در میآید و درز جوش به صورت اسپیرال در طول لوله قرار میگیرد. این روش برای تولید لولههای با قطر بسیار بزرگ از ورقهای با عرض کمتر مناسب است.
* جوشکاری (Welding – نقطه تمایز):
* این مرحله، اساسیترین تفاوت لولههای درزدار با مانیسمان است. لبههای شکلگرفته ورق یا کلاف به روشهای مختلفی به یکدیگر جوش داده میشوند:
* جوشکاری مقاومتی الکتریکی (ERW – Electric Resistance Welding): این روش عمدتاً برای لولههای با قطر کوچک تا متوسط (معمولاً تا 24 اینچ) و ضخامت دیواره کمتر استفاده میشود. لبههای ورق از طریق تماس با الکترودهای مسی، توسط جریان الکتریکی با فرکانس بالا (High Frequency Welding – HFW) گرم شده و به نقطه ذوب میرسند و سپس تحت فشار مکانیکی به یکدیگر جوش میخورند. این یک جوش حالت جامد (Solid State Welding) است و نیازی به فلز پرکننده (Filler Metal) ندارد.
* جوشکاری زیرپودری (SAW – Submerged Arc Welding): برای لولههای با قطر بزرگ و ضخامت دیواره بیشتر (به خصوص در خطوط انتقال نفت و گاز) استفاده میشود. در این روش، جوشکاری با استفاده از یک یا چند قوس الکتریکی که در زیر لایهای از پودر گرانولی محافظت میشوند، انجام میشود. پودر محافظ، از اکسیداسیون حوضچه مذاب جلوگیری میکند و گازهای محافظ تولید نمیشود. این روش از فلز پرکننده (Filler Metal) استفاده میکند و هم برای درز طولی (LSAW) و هم برای درز مارپیچ (SSAW) کاربرد دارد. جوشکاری معمولاً هم از داخل و هم از خارج لوله انجام میشود تا نفوذ کامل و کیفیت بالای جوش تضمین شود.
* برش، کالیبراسیون و صافکاری (Cutting, Sizing & Straightening):
* لولههای جوش داده شده با استفاده از ارههای پرسرعت یا شعلهبرش به طولهای استاندارد یا سفارشی برش میخورند.
* سپس، لولهها از میان غلتکهای کالیبراسیون (Sizing Rolls) عبور میکنند تا قطر خارجی و گردی آنها (بیضوی بودن) به دقت کنترل و تنظیم شود.
* عملیات صافکاری (Straightening) توسط دستگاههای صافکننده چند غلتکی برای از بین بردن هرگونه انحنا، تابیدگی یا خمیدگی در لوله انجام میشود.
* عملیات حرارتی (Heat Treatment) (اختیاری):
* بسته به نوع فولاد، استاندارد مورد نیاز و کاربرد نهایی، ممکن است پس از جوشکاری، کل لوله یا فقط ناحیه جوش تحت عملیات حرارتی قرار گیرد. این عملیات (مانند نرماله کردن یا تنشزدایی – Stress Relieving) برای بهبود خواص مکانیکی ناحیه جوش، کاهش تنشهای پسماند ناشی از جوشکاری و یکنواخت کردن ریزساختار انجام میشود.
* بازرسی و تست (Inspection & Testing – کنترل کیفیت حیاتی):
* بازرسی و تست در لولههای درزدار به ویژه روی ناحیه جوش تمرکز دارد:
* تستهای غیرمخرب (NDT):
* تست اولتراسونیک (UT): برای بررسی عیوب داخلی درز جوش و بدنه لوله.
* تست رادیوگرافی (RT): برای بررسی دقیقتر عیوب داخلی جوش مانند ترک، حفره و عدم نفوذ. این تست برای لولههای با کاربرد حساس، بسیار حیاتی است.
* تست ذرات مغناطیسی (MPI) و تست جریان گردابی (ECT): برای شناسایی عیوب سطحی و زیرسطحی درز جوش.
* تست فشار هیدرواستاتیک (Hydrostatic Testing): همانند لولههای مانیسمان، لولههای درزدار نیز تحت این تست قرار میگیرند تا از عدم نشتی درز جوش و بدنه لوله اطمینان حاصل شود.
* تستهای مکانیکی (Mechanical Testing):
* تست کشش (Tensile Test): روی نمونههای فلز پایه و ناحیه جوش برای اطمینان از مطابقت خواص مکانیکی.
* تست خم (Bend Test): برای ارزیابی انعطافپذیری و مقاومت درز جوش در برابر ترکیدگی.
* تست ضربه (Impact Test): برای بررسی چقرمگی در دمای پایین.
* تست سختی (Hardness Test): روی ناحیه جوش و فلز پایه.
* بازرسی ابعادی و چشمی: بررسی دقیق ابعاد، صافی و عیوب ظاهری.
این مقاله و عکس مربوطه دارای کپی رایت منحصر به سایت (www.IranPipes.com ) می باشد در صورت کپی با ذکر منبع بلامانع می باشد
تفاوتهای اساسی لولههای مانیسمان (بدون درز) و درزدار (جوش داده شده)
برای اینکه بتونید بهترین لوله فولادی رو برای پروژهتون انتخاب کنید، لازمه تفاوتهای اصلی بین لولههای مانیسمان (بدون درز) و لولههای درزدار (جوش داده شده) رو به خوبی درک کنید. این تفاوتها در روش ساخت، خواص مکانیکی و کاربردهای نهایی اونها خودشون رو نشون میدن:
۱. روش تولید
* لولههای مانیسمان (بدون درز):
* توضیح: این لولهها از یک شمش فولادی جامد ساخته میشن. شمش داغ شده رو با یک سنبه سوراخ میکنن و بعد با غلتکها اون رو کشیده و نازک میکنن تا به شکل لوله دربیاد. هیچ نقطه جوشی در طول لوله وجود نداره.
* تصور کنید: مثل این میمونه که شما یه تکه خمیر رو بردارید و از وسط سوراخش کنید و بعد بکشیدش تا نازک و بلند بشه.
* لولههای درزدار (جوش داده شده):
* توضیح: این لولهها از یک ورق فولادی (که به صورت کلاف یا شیت هست) شروع میشن. ورق رو خم میکنن تا شکل لوله به خودش بگیره، بعد لبههای ورق رو با روشهای مختلفی مثل جوشکاری مقاومتی الکتریکی (ERW) یا جوشکاری زیرپودری (SAW) به هم جوش میدن. همیشه یک درز جوش طولی یا مارپیچ در طول لوله وجود داره.
* تصور کنید: مثل این میمونه که یه ورق کاغذ رو لوله کنید و بعد لبههاش رو با چسب به هم بچسبونید.
۲. مقاومت به فشار و دما
* لولههای مانیسمان:
* مقاومت به فشار: خیلی خیلی بالا. چون هیچ درز جوشی ندارن، نقاط ضعفی که ممکنه در اثر جوش به وجود بیان، در این لولهها وجود نداره. به همین خاطر، در برابر فشارهای داخلی و خارجی فوقالعاده مقاوم هستن.
* مقاومت به دما: بالا. در دماهای خیلی بالا و خیلی پایین (مثل خطوط انتقال گاز مایع) عملکرد پایدار و قابل اعتمادی دارن.
* لولههای درزدار:
* مقاومت به فشار: متوسط تا بالا. مقاومت خوبی دارن، اما در مقایسه با مانیسمان، ناحیه جوش میتونه نقطه ضعف بالقوهای باشه، به خصوص در فشارهای خیلی زیاد. البته با کیفیت جوش بالا و بازرسی دقیق، این ریسک کم میشه.
* مقاومت به دما: متوسط تا بالا. در دماهای استاندارد صنعتی مناسب هستن، اما در دماهای بسیار بالا یا خیلی پایین ممکنه خواص ناحیه جوش دچار تغییر بشه و محدودیتهایی ایجاد کنه.
۳. یکپارچگی و همگنی ساختاری
* لولههای مانیسمان:
* یکپارچگی: کاملاً یکپارچه و همگن. تمام لوله از یک ساختار واحد تشکیل شده و خواص مکانیکی (مثل استحکام و سختی) در تمام نقاط اون یکنواخته. مثل یک شمش یکپارچه هستن.
* لولههای درزدار:
* یکپارچگی: دارای درز جوش. ناحیه جوش از نظر متالورژیکی ممکنه کمی با بقیه بدنه لوله متفاوت باشه. البته با عملیات حرارتی پس از جوشکاری و بازرسیهای دقیق، این تفاوتها به حداقل میرسه و کیفیت جوش تضمین میشه.
۴. کاربردها
* لولههای مانیسمان:
* کاربردهای حیاتی و حساس: جایی که ایمنی و تحمل فشار و دمای بالا حرف اول رو میزنه. مثل:
* خطوط انتقال نفت و گاز با فشار بالا: برای مسافتهای طولانی و فشارهای عملیاتی زیاد.
* بویلرها (دیگهای بخار) و مبدلهای حرارتی: جایی که لوله باید دما و فشار زیادی رو تحمل کنه.
* صنایع پتروشیمی و پالایشگاهها: برای انتقال مواد شیمیایی خورنده و در شرایط دما و فشار بالا.
* نیروگاهها: در سیستمهای بخار و آب داغ.
* سیستمهای هیدرولیک و کشتیسازی.
* لولههای درزدار:
* کاربردهای عمومی و وسیع: جایی که مقرون به صرفه بودن و سرعت تولید اهمیت داره و فشار و دما در حد متوسط هست. مثل:
* خطوط آبرسانی شهری و روستایی.
* خطوط گازرسانی (معمولاً فشار پایین تا متوسط).
* سازههای فولادی و داربستها.
* سیستمهای تهویه مطبوع (HVAC).
* لولههای صنعتی با فشار و دمای کمتر، نردهها و حصارها.
* شمعکوبی در پروژههای عمرانی.
۵. محدوده ابعادی و ضخامت
* لولههای مانیسمان:
* معمولاً در قطرهای کوچک تا متوسط (از ۱/۸ اینچ تا ۲۴ اینچ) و ضخامتهای متنوع بیشتر تولید میشن. تولید لولههای مانیسمان با قطرهای خیلی بزرگ از نظر فنی پیچیده و گران است.
* لولههای درزدار:
* تنوع ابعادی خیلی گستردهای دارن. از قطرهای بسیار کوچک (زیر ۱ اینچ) تا قطرهای بسیار بزرگ (بیش از ۱۰۰ اینچ) رو پوشش میدن، به خصوص با استفاده از روش جوشکاری زیرپودری (SAW) که امکان ساخت لولههای غولپیکر رو فراهم میکنه.
۶. کیفیت سطح
* لولههای مانیسمان:
* معمولاً کیفیت سطح داخلی و خارجی بهتری دارن، به خصوص اونهایی که با روش کشش سرد تولید شدن. سطح صافتر و بدون ناهمواری هست.
* لولههای درزدار:
* ممکنه درز جوش کمی برجسته باشه و نیاز به تمیزکاری یا پرداخت بیشتری داشته باشن تا سطح صافتری پیدا کنن.
۷. هزینه
* لولههای مانیسمان:
* گرانتر. به دلیل فرآیند تولید پیچیدهتر، نیاز به شمشهای با کیفیت بالا و بازرسیهای بسیار دقیق، هزینه تولید بالاتری دارن.
* لولههای درزدار:
* ارزانتر. فرآیند تولیدشون سادهتر و سریعتره و از ورقهای فولادی استفاده میکنن که مقرون به صرفهتر هستن.
۸. مقاومت به خستگی (Fatigue Resistance)
* لولههای مانیسمان:
* بالاتر. چون هیچ درز جوشی ندارن، هیچ نقطهای برای شروع ترکهای خستگی در اثر تنشهای متناوب وجود نداره. این برای کاربردهایی که لوله تحت لرزش یا تغییرات فشار مداوم هست، مهمه.
* لولههای درزدار:
* پایینتر. درز جوش میتونه محلی باشه برای شروع ترکهای خستگی، به خصوص در کاربردهایی که لوله تحت تنشهای دینامیکی (متغیر) بالاست.
در نهایت، انتخاب بین لوله مانیسمان و درزدار کاملاً به نیازهای خاص پروژه شما بستگی داره. اگر پروژه شما شامل فشارهای خیلی بالا، دماهای شدید یا سیالات حساسه و ایمنی بالاترین اولویت رو داره، مانیسمان گزینه ایدهآله. اما اگر به دنبال راه حلی مقرون به صرفه برای کاربردهای عمومی با فشار و دمای متوسط هستید، لولههای درزدار میتونن انتخاب بسیار مناسبی باشن.
![]() برندهای مطرح تولیدکننده لولههای فولادی در جهان و ایران
برندهای مطرح تولیدکننده لولههای فولادی در جهان و ایران
صنعت تولید لولههای فولادی، صنعتی عظیم، رقابتی و جهانی است. انتخاب از میان برندهای معتبر، تضمینی برای کیفیت و مطابقت با استانداردهاست.
برندهای جهانی مطرح (Global Leaders):
* Tenaris (لوکزامبورگ/آرژانتین): یکی از پیشروان جهانی در تولید لولههای بدون درز و درزدار، به ویژه برای صنایع نفت و گاز (OCTG – Oil Country Tubular Goods و خطوط لوله). این شرکت با فناوریهای پیشرفته و گستره وسیعی از محصولات، شناخته شده است.
* Vallourec (فرانسه): از دیگر غولهای تولیدکننده لولههای بدون درز برای صنایع نفت و گاز، پتروشیمی، انرژی و کاربردهای مکانیکی. تمرکز بر راهکارهای نوآورانه و محصولات با ارزش افزوده بالا.
* ArcelorMittal (لوکزامبورگ): بزرگترین شرکت فولاد جهان، با سبد محصولات بسیار متنوعی که شامل طیف گستردهای از لولههای فولادی درزدار و بدون درز برای کاربردهای مختلف میشود.
* JFE Steel (ژاپن): یکی از بزرگترین تولیدکنندگان فولاد در ژاپن با کیفیت تولید بسیار بالا و تعهد به نوآوری. محصولات لوله این شرکت برای کاربردهای حساس و دقیق شناخته شدهاند.
* Nippon Steel (ژاپن): بزرگترین تولیدکننده فولاد ژاپن و یکی از پیشروان جهانی، با فناوریهای پیشرفته و تولید لولههای فولادی با کارایی بالا.
* TMK (روسیه): یکی از بزرگترین تولیدکنندگان لولههای فولادی در جهان، به خصوص در بخش لولههای خطوط انتقال نفت و گاز و لولههای حفاری.
* POSCO (کره جنوبی): از شرکتهای فولاد پیشرو در جهان، با تولیدات گستردهای از ورقهای فولادی که برای ساخت لولههای درزدار به کار میروند، و همچنین تولید برخی لولههای بدون درز.
* Borusan Mannesmann (ترکیه): یکی از بزرگترین تولیدکنندگان لولههای فولادی در ترکیه و اروپا، با تمرکز بر لولههای ERW و SAW برای کاربردهای مختلف.
برندهای ایرانی مطرح (Leading Iranian Manufacturers):
ایران نیز با دارا بودن منابع غنی سنگ آهن و سرمایهگذاری قابل توجه در صنعت فولاد، به خودکفایی خوبی در تولید انواع لولههای فولادی رسیده است. انتخاب برندهای داخلی، علاوه بر حمایت از تولید ملی، مزایای لجستیکی و دسترسی به خدمات پس از فروش را نیز به همراه دارد.
* گروه ملی صنعتی فولاد ایران (مجتمع فولاد اهواز): یکی از قدیمیترین و بزرگترین تولیدکنندگان لولههای فولادی در ایران، با توانایی تولید هر دو نوع لولههای مانیسمان و درزدار در ابعاد و گریدهای مختلف برای صنایع نفت، گاز، پتروشیمی و آب. این مجموعه سابقه طولانی در تامین نیازهای صنایع مادر کشور دارد.
* کارخانه لولهسازی اهواز: از زیرمجموعههای گروه ملی، متخصص در تولید انواع لولههای فولادی درزدار و بدون درز با استانداردهای بینالمللی.
* شرکت نورد و پروفیل ساوه: از بزرگترین تولیدکنندگان لوله و پروفیلهای فولادی درزدار در ایران، با تنوع محصولی بالا در سایزها و ضخامتهای مختلف برای مصارف ساختمانی و صنعتی.
* شرکت لوله و پروفیل سپنتا: تولیدکننده نامآشنای لولههای درزدار صنعتی، ساختمانی و گاز.
* شرکت صنعتی و معدنی سدید (گروه سدید): شامل شرکتهای زیرمجموعه مانند “صنایع لوله و تجهیزات سدید” که در تولید لولههای فولادی درزدار با قطر بالا برای خطوط انتقال آب و گاز فعال است.
* فولاد مبارکه اصفهان: اگرچه به صورت مستقیم لوله تولید نمیکند، اما ورقهای فولادی با کیفیت و در گریدهای مختلف (که ماده اولیه اصلی برای تولید لولههای درزدار هستند) توسط این شرکت تامین میشود و نقش حیاتی در صنعت لولهسازی کشور دارد.
* لولهسازی قزوین (قزوین پولاد): از تولیدکنندگان لولههای درزدار با سایزهای متنوع.
نکات مهم در انتخاب برند: هنگام انتخاب برند، همیشه به استانداردهای رعایت شده (API 5L، ASTM، DIN، ISO، ISIRI)، گواهینامههای کیفیت (مانند ISO 9001، گواهینامههای محصول از موسسات معتبر)، سوابق پروژه، پشتیبانی فنی و خدمات پس از فروش (به ویژه برای پروژههای بزرگ) و شهرت برند در بازار توجه کنید. ارزانترین گزینه همیشه بهترین نیست؛ کیفیت و انطباق با استانداردها، در بلندمدت هزینهها را کاهش میدهد.
خرید و بازدید: راهنمای گام به گام انتخاب نهایی لوله فولادی
انتخاب صحیح لوله فولادی، مستلزم یک فرآیند تصمیمگیری آگاهانه و دقیق است. این گامها به شما کمک میکنند بهترین گزینه را برای پروژه خود بیابید:
* شناسایی دقیق نیازهای پروژه (Core Requirements):
* کاربرد نهایی: لوله برای چه سیالی (آب، گاز، نفت، مواد شیمیایی، بخار)، در چه محیطی (خشک، مرطوب، خورنده) و برای چه هدفی (خط انتقال، ستون سازهای، سیستم هیدرولیک) استفاده میشود؟
* فشار و دمای کاری: حداکثر فشار (Design Pressure) و حداکثر/حداقل دمایی (Design Temperature) که لوله باید تحمل کند، تعیینکننده نوع لوله (مانیسمان یا درزدار) و گرید فولاد (مثلاً A106 Grade B، API 5L X52) است.
* ابعاد مورد نیاز: قطر خارجی (Outer Diameter – OD)، ضخامت دیواره (Wall Thickness – WT) و طول مورد نیاز (برش خورده یا استاندارد).
* استانداردها و مشخصات فنی (Codes & Standards): آیا پروژه شما ملزم به رعایت استاندارد خاصی (مانند API 5L برای خطوط لوله انتقال، ASTM A53 برای مصارف عمومی) است؟ مشخصات فنی خاص پروژه (Project Specifications) را به دقت بررسی کنید.
* خواص مکانیکی و شیمیایی: آیا نیاز به استحکام تسلیم خاص (Yield Strength)، مقاومت کششی (Tensile Strength)، چقرمگی در دمای پایین (Impact Toughness) یا مقاومت به خوردگی خاصی دارید؟ (مثلاً برای محیطهای ترش).
* درخواست و بررسی دقیق مدارک فنی (Technical Documentation):
* گواهینامه فنی (Mill Test Certificate – MTC / 3.1 Certificate): این مهمترین مدرک است. MTC باید شامل جزئیات کامل ترکیب شیمیایی (C, Mn, Si, S, P و غیره)، نتایج تستهای مکانیکی (کشش، ضربه، سختی)، نتایج تستهای غیرمخرب (UT، RT و…)، نوع فرآیند تولید (مانیسمان/درزدار)، گرید فولاد، شماره ذوب (Heat Number)، شماره بچ (Lot Number) و مطابقت با استانداردهای درخواست شده باشد. این مدرک، شناسنامه لوله است.
* استانداردهای ساخت و تست: مطمئن شوید که لوله طبق استانداردهای بینالمللی و ملی معتبر ساخته و تست شده است.
* بازرسی فیزیکی و ظاهری (Visual & Physical Inspection):
* کیفیت سطح: لولهها باید عاری از هرگونه ترک، سوراخ، لایه لایه شدن (Lamination)، فرورفتگیهای عمیق، تورق (Delamination)، زنگزدگی شدید یا آسیبهای مکانیکی (مانند ضربه، خمیدگی ناخواسته) باشند. در لولههای مانیسمان، سطح داخلی و خارجی باید نسبتاً صاف و یکنواخت باشد.
* علامتگذاری (Marking): تمامی لولهها باید دارای علامتگذاری واضح و دائمی (معمولاً حک شده یا رنگ شده) باشند که شامل: سایز لوله (OD x WT)، گرید فولاد، شماره استاندارد، نام یا لوگوی تولیدکننده، شماره ذوب یا بچ تولید باشد. این علامتگذاری باید با MTC مطابقت داشته باشد.
* درز جوش (برای لولههای درزدار): درز جوش باید یکنواخت، بدون برآمدگی یا فرورفتگی غیرمعمول، و عاری از ترک، تخلخل (Porosity) یا بریدگیهای کناری (Undercut) باشد.
* سر و ته لوله (End Finish): لبههای برش باید صاف، تمیز و بدون پلیسه (Burr) باشند. برای لولههایی که قرار است جوشکاری شوند، پخزنی (Beveling) استاندارد باید انجام شده باشد.
* گردی و صافی (Roundness & Straightness): با ابزارهای اندازهگیری، بیضوی بودن لوله (Out-of-Roundness) و میزان صافی آن (Straightness) را بررسی کنید. لولهها نباید بیش از حد خم یا تابدار باشند.
* بررسی انبارش و بستهبندی (Storage & Packaging):
* لولهها باید به درستی در انبار نگهداری شده باشند (روی ساپورتهای مناسب، دور از رطوبت و خاک).
* بستهبندی (مانند باندلها یا بستههای چوبی) باید محکم و استاندارد باشد تا در طول حمل و نقل از آسیبدیدگی جلوگیری کند.
* اعتبار تامینکننده و قیمتگذاری (Supplier Credibility & Pricing):
* همیشه از تامینکنندگان و فروشندگان معتبر و شناخته شده در صنعت خرید کنید. بررسی سوابق و نظرات مشتریان قبلی مفید است.
* مراقب قیمتهای “خیلی خوب” باشید. قیمتهای بسیار پایینتر از میانگین بازار میتواند نشانهای از کیفیت پایین، عدم مطابقت با استانداردها یا لولههای غیراستاندارد باشد. کیفیت در صنعت فولاد، هزینه دارد.
* مشاوره با متخصصین:
* در صورت هرگونه ابهام یا نیاز به تایید، حتماً با مهندسین مواد، بازرسان کنترل کیفیت یا مشاوران باتجربه در زمینه لولههای فولادی مشورت کنید.
نتیجهگیری: انتخابی برای دوام، ایمنی و کارایی
لولههای فولادی، چه مانیسمان باشند با نماد استحکام و یکپارچگی، و چه درزدار با رویکرد کارایی و مقرون به صرفه بودن، بنیان اصلی بسیاری از زیرساختهای حیاتی و پیشرفتهای صنعتی به شمار میروند. درک دقیق فرآیندهای تولید، تمایزهای کلیدی و کاربردهای هر نوع لوله، به ما این امکان را میدهد تا با انتخابی هوشمندانه، نه تنها به بالاترین سطح عملکرد دست یابیم، بلکه ایمنی و دوام پروژههای خود را برای دههها تضمین کنیم.
سرمایهگذاری در لولههای فولادی با کیفیت، نه تنها به معنای صرفهجویی در هزینههای بلندمدت تعمیر و نگهداری، و کاهش ریسک حوادث است، بلکه تضمینکننده پایداری و کارایی سیستمهایی است که زندگی روزمره و چرخهای صنعت را به حرکت در میآورند. با بهرهگیری از دانش جامع ارائه شده در این مقاله، شما قادر خواهید بود بهترین “رگهای فولادی” را برای شریانهای پروژههای خود انتخاب نمایید.
آیا پرسشی در خصوص جزئیات خاصتر هر یک از این فرآیندها یا استانداردهای مربوط به لولههای فولادی دارید؟
با بازدید از [www.IranPipes.com]، طیف گستردهای از لوله های فولادی را بررسی کنید. برای دریافت مشاوره تخصصی رایگان، استعلام قیمت یا ثبت سفارش، کافیست با ما تماس بگیرید یا از طریق فرم تماس در وبسایت اقدام کنید. ما مشتاقانه منتظر کمک به شما در پروژههایتان و تضمین ایمنی و کارایی سیستمهای شما هستیم. ما به شما کمک میکنیم تا با محصولات قابل اعتماد، آیندهای مستحکم بسازید.
این مقاله و عکس مربوطه دارای کپی رایت منحصر به سایت (www.IranPipes.com ) می باشد در صورت کپی با ذکر منبع بلامانع می باشد