فرآیند ساخت، اجزا، مزایا و معایب شیرفلکه های A105
از شمش تا شیرفلکه: فرآیند ساخت، اجزا، مزایا و معایب شیرهای A105
شیرآلات صنعتی، به ویژه آنهایی که از متریال ASTM A105 ساخته میشوند، نقش حیاتی در کنترل جریان سیالات در صنایع سنگین ایفا میکنند. اما آیا تا به حال به این فکر کردهاید که این قطعات مستحکم چگونه ساخته میشوند و از چه اجزایی تشکیل شدهاند؟ این مقاله به بررسی عمیق فرآیند ساخت شیرهای A105، اجزای تشکیلدهنده آنها، و مزایا و معایب این نوع شیرآلات میپردازد.
این مقاله و عکس مربوطه دارای کپی رایت منحصر به سایت (www.IranPipes.com ) می باشد در صورت کپی با ذکر منبع بلامانع می باشد
فرآیند ساخت شیرهای A105: از شمش تا محصول نهایی
شیرهای A105 به دلیل خواص مکانیکی برتر و مقاومت بالا در برابر فشار و دما، عمدتاً به روش فورجینگ (Forging) یا آهنگری تولید میشوند. این روش باعث ایجاد ساختار دانهای متراکم و یکنواخت در متریال شده که منجر به افزایش استحکام و دوام میشود. فرآیند کلی ساخت به شرح زیر است:
* انتخاب شمش متریال (Raw Material Selection):
* ابتدا شمشهای فولاد کربن با گرید ASTM A105 که دارای ترکیب شیمیایی استاندارد (شامل کربن، منگنز، سیلیسیوم و مقادیر کنترل شدهای از گوگرد و فسفر) هستند، انتخاب میشوند. کیفیت شمش اولیه از اهمیت بالایی برخوردار است.
* برش و پیشگرمایش (Cutting & Pre-heating):
* شمشها به اندازههای مورد نیاز برای تولید بدنه شیر برش داده میشوند. سپس قطعات برش خورده تا دمای فورجینگ (حدود 900 تا 1200 درجه سانتیگراد) در کورههای صنعتی پیشگرم میشوند.

* فورجینگ (Forging):
* این مرحله قلب فرآیند ساخت شیر A105 است. قطعه فولادی داغ در قالبهای مخصوص قرار گرفته و تحت فشار شدید (با استفاده از پرسهای هیدرولیک یا پتکهای مکانیکی) شکل میگیرد. این فشار باعث تغییر شکل پلاستیک فلز، حذف حفرههای داخلی (Porosity) و ایجاد ساختار دانهای فشرده و جهتدار میشود که به استحکام نهایی شیر میافزاید. بسته به نوع شیر و پیچیدگی، ممکن است چندین مرحله فورجینگ و بازپخت (Annealing) بین مراحل انجام شود.
* عملیات حرارتی (Heat Treatment):
* پس از فورجینگ، قطعه تحت عملیات حرارتی نرمالایزینگ (Normalizing) قرار میگیرد. در این فرآیند، قطعه تا دمای خاصی گرم شده و سپس در هوای آزاد سرد میشود. این عملیات باعث بهبود یکنواختی ساختار دانه، کاهش تنشهای داخلی و افزایش چقرمگی (Toughness) متریال میشود.
* ماشینکاری (Machining):
* بدنه فورج شده و عملیات حرارتی دیده شده، هنوز به شکل نهایی شیر نیست. در این مرحله، با استفاده از دستگاههای CNC و ماشینکاری دقیق، سطوح آببندی (Seating Surfaces)، سوراخهای فلنج، رزوه ها، و حفرههای داخلی شیر با دقت بالا ساخته میشوند. این مرحله تضمینکننده ابعاد دقیق، صافی سطح و عملکرد صحیح شیر است.
* تست و کنترل کیفیت (Testing & Quality Control):
* پس از ماشینکاری و مونتاژ اولیه، شیرها تحت تستهای مختلفی قرار میگیرند:
* تست ابعادی: بررسی مطابقت ابعاد با نقشهها و استانداردها.
* تست هیدرواستاتیک بدنه (Hydrostatic Body Test): بدنه شیر تحت فشار آب بسیار بالاتر از فشار کاری قرار میگیرد تا از عدم وجود نشتی و مقاومت بدنه اطمینان حاصل شود.
* تست نشتی سیت (Seat Leakage Test): برای بررسی آببندی کامل شیر در حالت بسته.
* تستهای غیرمخرب (NDT): مانند بازرسی ذرات مغناطیسی (MPI) یا اولتراسونیک (UT) برای تشخیص عیوب داخلی یا سطحی در صورت نیاز.
* در نهایت، گواهینامههای کیفیتی مانند MTC (Material Test Certificate) برای متریال و سایر گواهینامههای تست ارائه میشوند.
* مونتاژ نهایی و بستهبندی (Final Assembly & Packaging):
* اجزای داخلی (دیسک، سیت، استم، بونت و…) مونتاژ میشوند. سپس شیرها برای حمل و نقل، رنگآمیزی و بستهبندی میشوند تا از آسیبهای احتمالی محافظت شوند.
اجزای تشکیلدهنده اصلی شیرهای A105
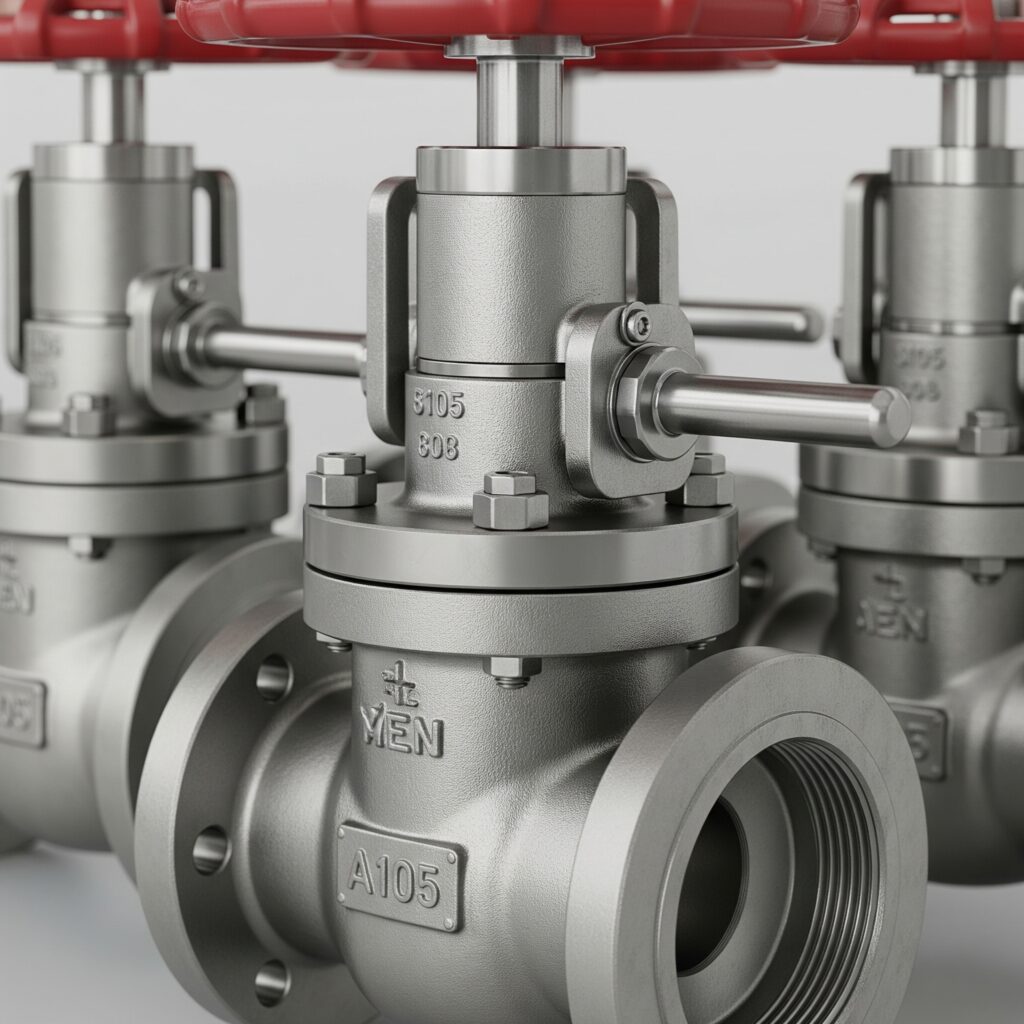
یک شیر A105 (معمولاً از نوع دروازهای یا کروی فورج) از چندین جزء اصلی تشکیل شده که هر کدام نقش کلیدی در عملکرد آن دارند:
* بدنه (Body):
* متریال: ASTM A105 (اصلیترین جزء این مقاله)
* نقش: شاکله اصلی شیر و محفظهای که سیال از آن عبور میکند. تمام اجزای دیگر به بدنه متصل میشوند. طراحی فورج این بدنه، استحکام و مقاومت بالایی در برابر فشار و دما را فراهم میکند.
* بونت (Bonnet):
* متریال: معمولاً ASTM A105
* نقش: پوشش بالایی بدنه که فضای داخلی شیر را آببندی میکند و مسیری برای عبور استم (Stem) فراهم میآورد. بونت توسط پیچ و مهره به بدنه متصل میشود و امکان دسترسی به اجزای داخلی را برای تعمیر و نگهداری فراهم میکند.
* تریم (Trim):
* متریال: معمولاً از فولادهای ضد زنگ (مانند 316 Stainless Steel)، آلیاژهای سخت (مانند Stellite) یا فولاد کربن با روکش کروم (Hard Faced) برای مقاومت در برابر خوردگی و فرسایش ساخته میشوند. انتخاب تریم به نوع سیال و شرایط کاری بستگی دارد.
* نقش: شامل اجزای متحرک داخلی شیر که مستقیماً با سیال در تماس هستند و مسئول کنترل جریان هستند. تریم شامل:
* دیسک (Disc/Wedge/Ball/Plug): قطعهای که برای باز و بسته کردن یا تنظیم جریان حرکت میکند.
* سیت (Seat Ring/Seat): حلقهای که دیسک روی آن قرار میگیرد تا آببندی کامل ایجاد کند.
* استم (Stem):
* متریال: معمولاً از فولاد ضد زنگ (مثل 316 Stainless Steel) یا آلیاژهای مقاوم.
* نقش: میلهای که دیسک را به اکچویتور (فلکه دستی، اهرم، اکچویتور پنوماتیک/الکتریکی) متصل میکند. با چرخش یا حرکت خطی استم، دیسک حرکت میکند. استم باید به دقت آببندی شود تا از نشت سیال به بیرون جلوگیری شود.
* گلند پکینگ (Gland Packing):
* متریال: معمولاً از گرافیت یا PTFE (تفلون) برای آببندی استم.
* نقش: مجموعهای از حلقههای آببندی که در اطراف استم قرار میگیرند و توسط یک مهره گلند فشرده میشوند تا از نشت سیال از اطراف استم جلوگیری کنند.
* اکچویتور (Actuator):
* متریال: معمولاً چدن، فولاد کربن یا فولاد آلیاژی.
* نقش: مکانیزمی که نیروی لازم برای باز و بسته کردن شیر را فراهم میکند. میتواند به صورت دستی (Manual) (شامل فلکه یا اهرم)، پنوماتیک (Pneumatic) (با هوای فشرده)، یا الکتریکی (Electric) باشد.
مزایای شیرهای A105
* استحکام و دوام بالا (High Strength & Durability): فرآیند فورجینگ باعث میشود این شیرها دارای ساختاری متراکم و بدون عیوب داخلی باشند که منجر به مقاومت عالی در برابر فشار و دما میشود.
* مناسب برای فشارهای بالا (Suitable for High Pressures): به دلیل خواص مکانیکی A105 و روش فورجینگ، این شیرها در کلاسهای فشاری بالا (مانند کلاس 800، 1500 و 2500) عملکرد بسیار خوبی دارند.
* مقاومت در برابر دماهای بالا (High Temperature Resistance): A105 برای کاربرد در دماهای بالا مناسب است و در بسیاری از سیستمهای بخار و سیالات داغ استفاده میشود.
* جوشپذیری خوب (Good Weldability): این متریال به راحتی قابل جوشکاری است که فرآیند نصب و تعمیر را تسهیل میکند.
* مقرون به صرفه (Cost-Effective): در مقایسه با فولادهای آلیاژی با مقاومت در برابر خوردگی بالا، A105 گزینه اقتصادیتری برای کاربردهای عمومی و غیرخورنده است.
* ساختار دانه ای بهبود یافته (Improved Grain Structure): فورجینگ باعث ایجاد ساختار دانه ای متراکم و جهتدار میشود که مقاومت به خستگی (Fatigue Resistance) و چقرمگی (Toughness) را افزایش میدهد.
معایب شیرهای A105
* مقاومت محدود در برابر خوردگی (Limited Corrosion Resistance): A105 یک فولاد کربن است و مقاومت ذاتی در برابر محیطهای خورنده ندارد. در تماس با سیالات اسیدی، بازی، نمکی یا محیطهای مرطوب، مستعد زنگزدگی و خوردگی است. در این موارد باید از فولادهای ضد زنگ (مانند 304L, 316L) یا آلیاژهای خاص استفاده شود.
* وزن نسبتاً بالا (Relatively Heavy): فولاد کربن چگالی بالایی دارد، بنابراین شیرهای A105 میتوانند سنگین باشند، که بر هزینههای حمل و نقل و پشتیبانی سازه تأثیر میگذارد.
* عدم مناسب بودن برای دماهای بسیار پایین (Not Suitable for Very Low Temperatures): در دماهای بسیار پایین (زیر -20 درجه سانتیگراد)، فولاد کربن A105 ممکن است دچار شکنندگی (Brittleness) شود. برای این کاربردها، از فولادهای کربن با دمای پایین (Low Temperature Carbon Steel – LTCS) مانند ASTM A350 LF2 استفاده میشود.
* نیاز به پوشش محافظ (Need for Protective Coating): به دلیل آسیبپذیری در برابر خوردگی، سطوح خارجی شیرهای A105 معمولاً نیاز به رنگآمیزی یا پوشش محافظ دارند، به خصوص در محیطهای باز.
 نتیجهگیری
نتیجهگیری
شیرهای A105 با فرآیند ساخت پیچیده و مستحکم فورجینگ، و با داشتن اجزای دقیق و کاربردی، به گزینهای ایدهآل برای بسیاری از کاربردهای پرفشار و با دمای بالا در صنایع تبدیل شدهاند. درک مزایا و معایب این شیرها، به مهندسان و خریداران کمک میکند تا با دیدی بازتر، شیر مناسب برای نیازهای خاص پروژه خود را انتخاب کنند و از عملکرد طولانیمدت و ایمن سیستمهای لولهکشی اطمینان حاصل نمایند.
ما در [IranPipes]، با ارائه طیف وسیعی از اتصالات فولاد ضد زنگ با گریدها و استانداردهای متنوع، و با بهرهگیری از دانش فنی کارشناسان مجرب خود، آمادهایم تا شما را در انتخاب بهترین و مناسبترین راهحلها برای تمامی نیازهای پروژههای ساختمانی، صنعتی، نفت، گاز و پتروشیمی یاری رسانیم. با انتخاب صحیح، گامی بلند در جهت بهینهسازی عملکرد و کاهش هزینههای درازمدت بردارید.
برای مشاوره تخصصی و مشاهده لیست کامل محصولات، از [www.iranpipes.com] بازدید فرمایید و اجازه دهید ما در تحقق اهدافتان یاریرسان باشیم.
این مقاله و عکس مربوطه دارای کپی رایت منحصر به سایت (www.IranPipes.com ) می باشد در صورت کپی با ذکر منبع بلامانع می باشد